��e
�aƷ�б�
ϵ�҂�

�o�a���d��C������˾
�� ַ ���o�a��� ^��ǰ���L·36̖
� Ԓ ��0510-88273229
�� �� ��0510-88271450
ϵ�ˣ��R��
�� �C ��13806182809
�] �� ��xf@xfjq.com
�W ַ ��www.xfjq.com
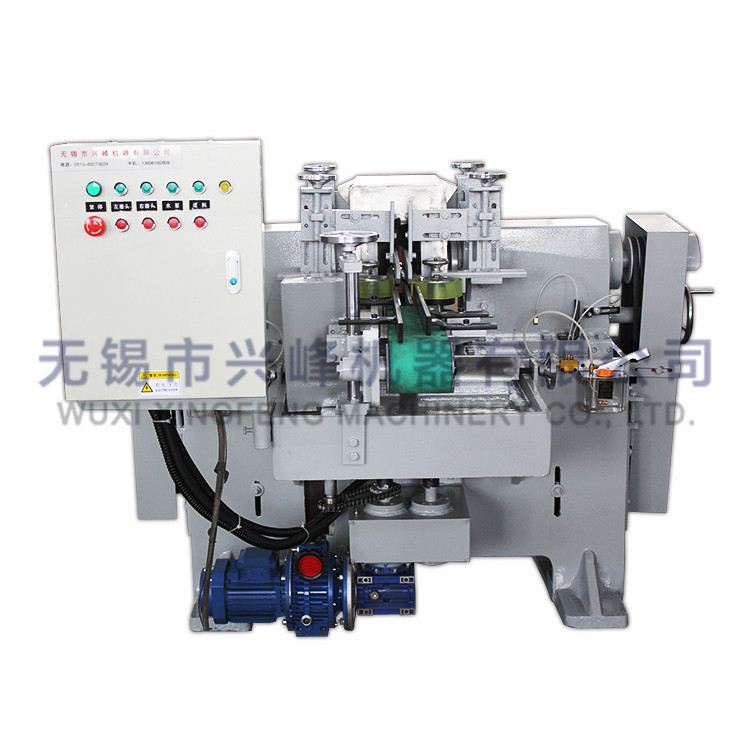
����ĥ����Ԕ������Ҏ��
�l���r�g��2021-11-02
1.�z�鹤�����bж������̎��C������Ҫ��ɰ݆���x������ͣ܇�M�С�
2.�����ڹ����桢������늴űP�Ϸ��÷Ǽӹ���Ʒ����ֹ�ڹ����桢늴űP���Ó���У�ʹ�����
3.늴ſ��P������������ͨ�5��犺�ʹ�ã�����ĥ�������P�������Ϲ����r������ĥ���S�ң�횙z�����ι̺���ĥ���������^���^С�Ĺ����r���������m���߶ȵĿ��壬��ֹ�����ᵹ������¹ʡ�
4.ĥ��ɰ݆�ӽ������r������ĥ���r���ʙC���M�o��ɰ݆δ�x�_�����r������ֹͣ�\�D��
5.ĥ���M�o������С�u����ͻȻ���Է�ɰ݆�Ɠp��
6.ĥ��ĥ���^���У���ע���^����\�Ӳ�λ�ضȡ�푵��Ƿ��������V���������ܵȑ������̓ȣ���ֹ�͉�ϵ�y���п՚��M�룬�׃��M��՚⣬�������ų���ɰ݆���S��ȜضȲ������^60�档�l�F������r��ͣ܇�z���z�ޣ�����ԭ�֏�����������^�m���I��
2.�����ڹ����桢������늴űP�Ϸ��÷Ǽӹ���Ʒ����ֹ�ڹ����桢늴űP���Ó���У�ʹ�����
3.늴ſ��P������������ͨ�5��犺�ʹ�ã�����ĥ�������P�������Ϲ����r������ĥ���S�ң�횙z�����ι̺���ĥ���������^���^С�Ĺ����r���������m���߶ȵĿ��壬��ֹ�����ᵹ������¹ʡ�
4.ĥ��ɰ݆�ӽ������r������ĥ���r���ʙC���M�o��ɰ݆δ�x�_�����r������ֹͣ�\�D��
5.ĥ���M�o������С�u����ͻȻ���Է�ɰ݆�Ɠp��
6.ĥ��ĥ���^���У���ע���^����\�Ӳ�λ�ضȡ�푵��Ƿ��������V���������ܵȑ������̓ȣ���ֹ�͉�ϵ�y���п՚��M�룬�׃��M��՚⣬�������ų���ɰ݆���S��ȜضȲ������^60�档�l�F������r��ͣ܇�z���z�ޣ�����ԭ�֏�����������^�m���I��
��һ�l��һ�N����ĥ������������
��һ�l���p����ĥ����������
���P�˺����p����ĥ��,����ĥ��,���������,�Ķ���ĥ��,ͨ�^ʽ�p����ĥ�����P��
- 2024-07-31 �p����ĥ�����_���b������
- 2024-07-31 ʲô���p����ĥ����
- 2024-07-31 �p����ĥ��ƽ�в����ô�{��
- 2024-04-20 �p����ĥ���ӹ���С�^���Ⱥ��B�U
- 2024-04-20 �����p����ĥ���Ԅәz�y
- 2024-04-20 �������p����ĥ��ʹ�É���