��e
�aƷ�б�
ϵ�҂�

�o�a���d��C������˾
�� ַ ���o�a��� ^��ǰ���L·36̖
� Ԓ ��0510-88273229
�� �� ��0510-88271450
ϵ�ˣ��R��
�� �C ��13806182809
�] �� ��xf@xfjq.com
�W ַ ��www.xfjq.com
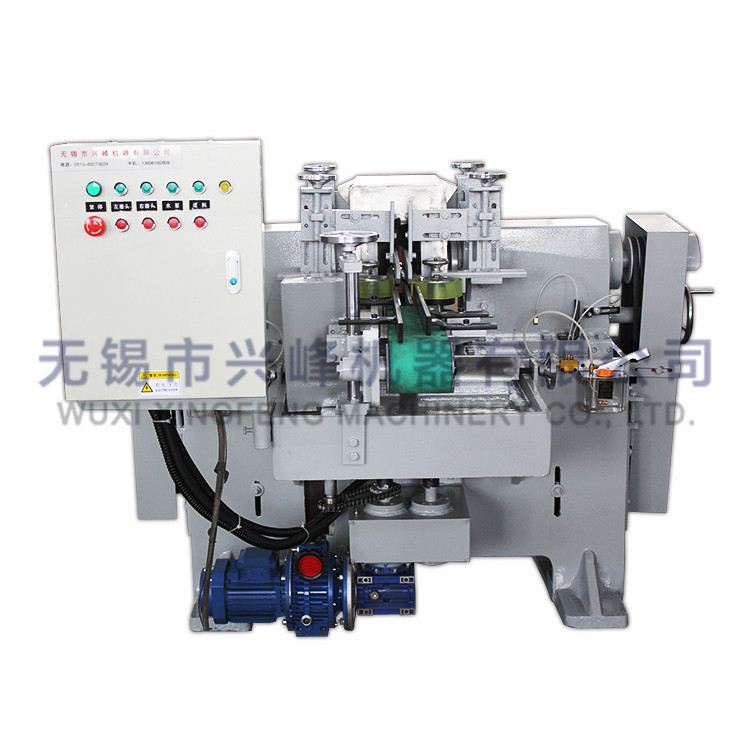
�p����ĥ���ӹ��eע�����
�l���r�g��2022-10-17
1�����r���ӝ����ͣ�һ�㽨�hÿ���ϰ��r����һ�Ρ�
2������ҺҪ���㡣����Һ������ĥ���ض����������ؕ������������棬�p�t���Ӵ�����ֲڶȣ���ɱ����|���½���
3������Ҫ�B�m����ĥ�����ϕr����Ҫһ��һ���B�m���룬Ҫ�_��ÿ������ͨ�^ɰ݆ĥ���^�ĕr�g��ͬ���@�Ӳ��ܱ��C�^�õijߴ硣
4�������y���Ĝʴ_�ԡ�����ÿĥ��һ�κ�Ҫ�y�����y���ĽY��������һ��ĥ���a�����������e�Ǿ�ĥ�r��һ��ĥ���������y���Ĝʴ_��ֱ���Pϵ������һ��ĥ�����a�������Բ�С�ľ͕����¹����Ĉ�U��
5���a���Ĝʴ_�ȡ��a�����D�ֱ��rһ��Ҫ����ȥ���X�����D�ֱ����������f���a����Ч����o�������f���ֱ��ڿ��Ƅӣ��Ƅӵ�ֻ��������X���X�g�g϶���a���oЧ�����Բ����r������ȥ�w����
6����C���rÿ��ĥ�����IJ������ԡ��C����C��B�r�����S���S���g϶�����a�������X݆���X�g�g϶�����S�Ƅ����������ƣ�ĥ�������IJ�����ʹ��ɰ݆��ĥ�����c���H���a�������ȣ�һ�㶼����ĥ��Ҫ��Q�@һ���}���ЃɷN������һ�N�������_�C�r������ɰ݆�c��ĥ������ĥ���șC�������ρ����������M�о�ĥ����һ�N�����ǣ�ÿĥһ�Σ��������ʴ_�y��һ�Σ�����ÿ��ĥ�����c���H�a�����IJ���Y��Ҏ�ɣ����a���ṩ����������m�������a������
2������ҺҪ���㡣����Һ������ĥ���ض����������ؕ������������棬�p�t���Ӵ�����ֲڶȣ���ɱ����|���½���
3������Ҫ�B�m����ĥ�����ϕr����Ҫһ��һ���B�m���룬Ҫ�_��ÿ������ͨ�^ɰ݆ĥ���^�ĕr�g��ͬ���@�Ӳ��ܱ��C�^�õijߴ硣
4�������y���Ĝʴ_�ԡ�����ÿĥ��һ�κ�Ҫ�y�����y���ĽY��������һ��ĥ���a�����������e�Ǿ�ĥ�r��һ��ĥ���������y���Ĝʴ_��ֱ���Pϵ������һ��ĥ�����a�������Բ�С�ľ͕����¹����Ĉ�U��
5���a���Ĝʴ_�ȡ��a�����D�ֱ��rһ��Ҫ����ȥ���X�����D�ֱ����������f���a����Ч����o�������f���ֱ��ڿ��Ƅӣ��Ƅӵ�ֻ��������X���X�g�g϶���a���oЧ�����Բ����r������ȥ�w����
6����C���rÿ��ĥ�����IJ������ԡ��C����C��B�r�����S���S���g϶�����a�������X݆���X�g�g϶�����S�Ƅ����������ƣ�ĥ�������IJ�����ʹ��ɰ݆��ĥ�����c���H���a�������ȣ�һ�㶼����ĥ��Ҫ��Q�@һ���}���ЃɷN������һ�N�������_�C�r������ɰ݆�c��ĥ������ĥ���șC�������ρ����������M�о�ĥ����һ�N�����ǣ�ÿĥһ�Σ��������ʴ_�y��һ�Σ�����ÿ��ĥ�����c���H�a�����IJ���Y��Ҏ�ɣ����a���ṩ����������m�������a������
��һ�l�� �p����ĥ���^��ͨƽ��ĥ���ă���
��һ�l���������p����ĥ��ʹ�É���
���P�˺����p����ĥ��,����ĥ��,���������,�Ķ���ĥ��,ͨ�^ʽ�p����ĥ�����P��
- 2024-07-31 �p����ĥ�����_���b������
- 2024-07-31 ʲô���p����ĥ����
- 2024-07-31 �p����ĥ��ƽ�в����ô�{��
- 2024-04-20 �p����ĥ���ӹ���С�^���Ⱥ��B�U
- 2024-04-20 �����p����ĥ���Ԅәz�y
- 2024-04-20 �������p����ĥ��ʹ�É���